
Как я уже рассказывал раньше в этой статье, есть два типа принтеров: двухкомпонентные и однокомпонентные. Так вот, во втором случае, приходится делать т.н. поддержку для островков, которые появляются во время выращивания модели. Поскольку наращивание модели идет слоями из раствора, и модель перевернута вверх тормашками, то, во время построения начнут появляться очень тонкие пластики нависающих элементов будущей модели. И если их не поддерживать, после выращивания мы найдем их на дне ванны с полимером. В результате многократного пересвечивания в одном и том же месте, они будут плотно приклеены к тонкому силиконовому слою покрытия ванны и отлепить их будет довольно проблематично. Если повезет, то силиконовый слой останется цел, но в большинстве случаев, в этом месте ванна начинает мутнеть или просто выкрашивается целый кусок. Ванну после этого можно выкинуть или стараться выращивать модели так, чтобы не попадать на это "больное" место.
Силиконовый слой ванны - это то место, где образуется следующий слой полимера, и от его качества и возможных дефектов страдает вся модель, так что к нему надо относиться очень бережно и не допускать отваливания островков.

Вся эта возня с поддержкой - большая проблема и, пожалуй, главный недостаток таких принтеров как EnvisionTec, Digital Wax, Asiga и подобных. И, несмотря на большую производительность этих принтеров и высокую скорость роста, порой приходится долго возиться и придумывать - как правильно поставить поддержку на модель. Эта задача довольно ответственная, если учесть что ошибки в построении поддержки напрямую бьют по карману.
Фактически, поддержка на выходе представляет собой простой файл состоящий из объемных тел, которые соединяют всю модель воедино. Их можно самостоятельно моделировать в 3D программах (в том же Rhinoceros), а можно воспользоваться специальными плагинами, которые также позволяют автоматизировать этот процесс.
Но, каждый принтер работает по-своему, и свойства полимеров у всех разные. Соответственно, и поддержка тоже будет разная по форме и параметрам.

Если, к примеру, взять модель в виде буквы T, то, в зависимости от свойств полимера и времени экспозиции, мы можем задавать разное количество точек поддержки и расстояние от центральной палочки.
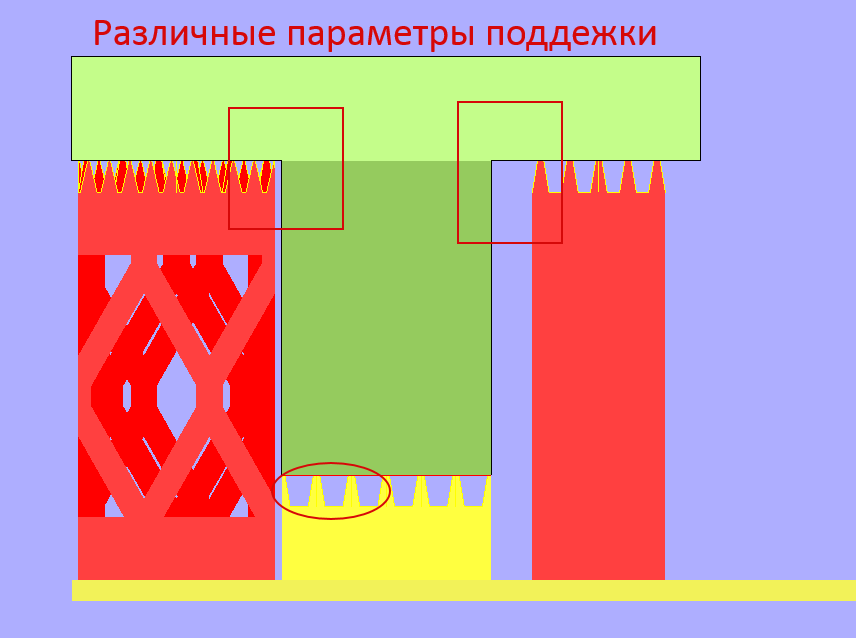
Любую поддержку нужно будет удалять.
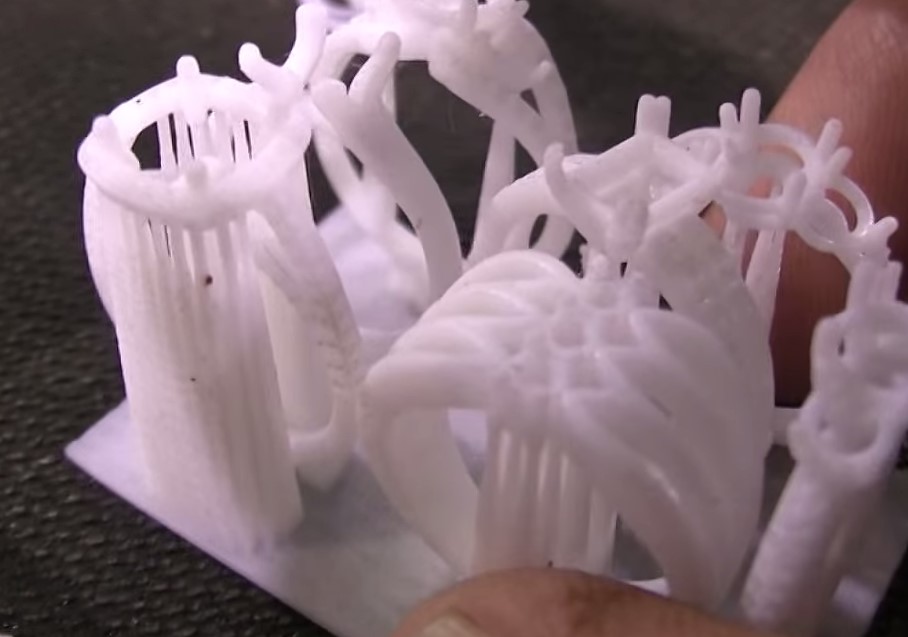
Кто-то выращивает модели и оливает их вместе с поддержкой, а потом отпиливает всю поддержку в металле. Кто-то отламывает поддержку сразу после выращивания, кто-то старательно ее спиливает и зачищает места стыковки поддержки с моделью. В любом случае - это дополнительная операция и ее нужно как-то упростить. Для этого стараются делать так, чтобы точка касания модели поддержкой была как можно меньше.
Обычно, это точка 0,4х0,4 мм., но все может изменяться в зависимости от требований производства.
Если у вас стоит принтер, подобный тем, что описаны выше, то весьма желательно иметь возможность изменять вид, форму и параметры поддержки уже после ее построения, а также нужен инструмент, с помощью которого эту поддержку можно быстро (быстрее чем в Rhinoceros) создавать, анализируя модель по мере построения. И такой инструментарий, причем весьма удобный имеется в программе Magics.
Уже давным давно там реализован отдельный модуль с большим количеством изменяемых параметров по создания поддержки, которым можно и нужно пользоваться.

О том как работать с программой Magics и создавать поддержку для 3D печати, вы можете узнать на курсе, который стартует 4-го декабря.
Подробности тут >>>
---
С уважением, Дмитрий Медведев
j-DESIGN.pro / Школа современного ювелирного дизайна. 2014г.
Комментариев нет:
Отправить комментарий
Напишите свои мысли тут